
Техническое предложение на сварочную установку для сварки продольного шва модели ZF-1500
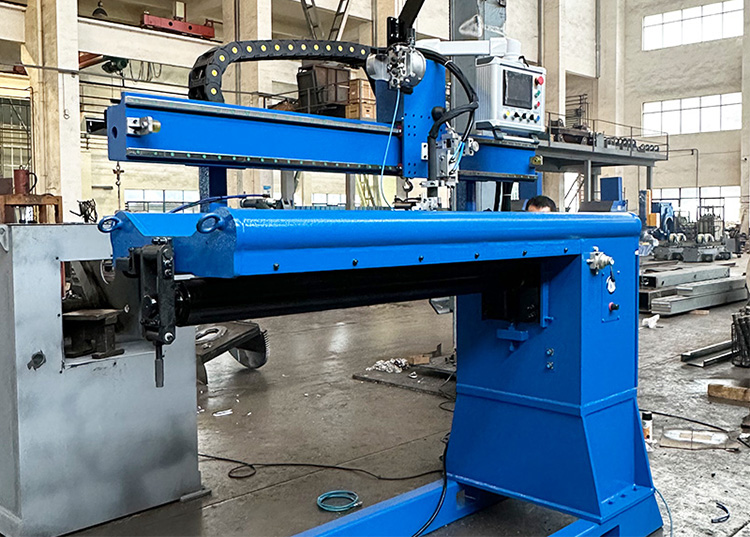
Данное оборудование в основном используется для сварки продольным швом тонколистового или тонкостенного цилиндров. Обладает простой операцией, безопасностью и надёжностью, высокой эффективностью, прекрасная формовка сварного шва и другие особенности: это идеальное оборудование для автоматической сварки
| № | Наименование | ZF-1500 |
| 1 | Сварочный материал | Нержавеющая сталь, алюминия, углеродистая сталь, легированная сталь и др. |
| 2 | Метод сварки | TIG |
| 3 | Толщина листа сварки | 0.5-5 мм |
| 3 | Эффективная длина сварного шва (без присадочной проволоки) |
1500 мм |
| 7 | Скорость сварки | 50-1000 мм/мин. |
| 9 | Точность хода | ± 0.1 мм |
| 10 | Применимый диаметр цилиндрической части | 80 - 1000 мм |
| 11 | Метод регулирования скорости | Частотное регулирование |
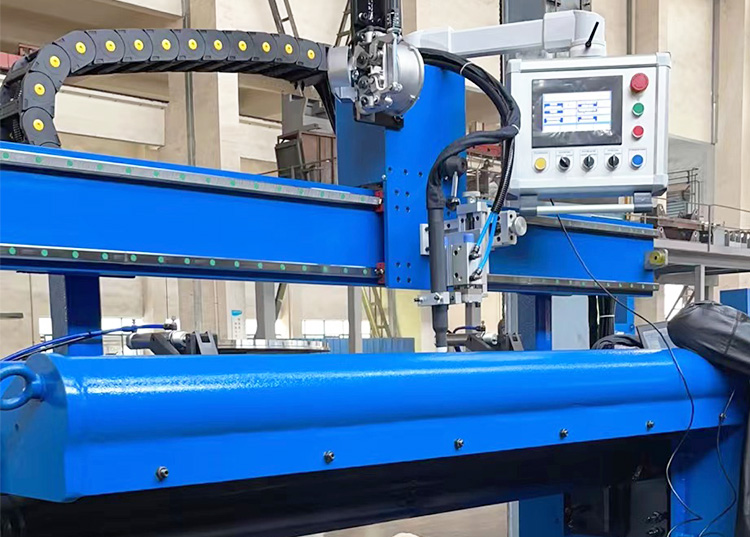
Специальная установка для продольной сварки швов состоит главным образом из станины, поперечины, вала, механизма перемещения, механизма зажима сварочного факела, механизма блокировки кронштейна и др.
Прибор управления автоматикой:
| № | Наименование | Место производства |
| 1 | Пешеходный редуктор | Тайвань |
| 2 | Электродвигатель | |
| 3 | Преобразователь частоты | Mitsubishi |
| 4 | Линейные направлющие | Тайвань |



