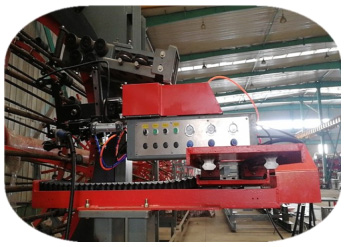

Полностью автоматическое подающее устройство для ускорения подачи и нанизывания арматуры. Автоматический механизм подачи арматуры, регулировка расстояния между хомутами, высокое качество формования.

1. Штаты: При нормальных обстоятельствах 3 человека могут работать в одну смену. Конкретное распределение на следующем: подготовка и подача: 1 человек; операция сварки: 1 человек; установка внутреннихстяжных хомутов и т.д.: 1 человек.
2. Эффективность производства: каркас длиной около 300 м./день
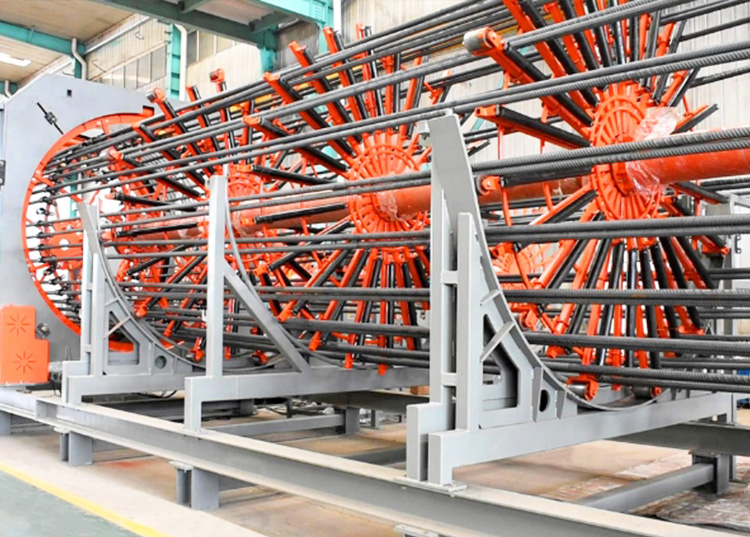
Стеллаж для хранения арматуры используется для хранения продольного арматурного стержня каркаса. Продольные арматуры питает барабан. Продольные арматуры помещаются в цилиндрический барабан и подаются отдельно. Цилиндрический барабан и диск с фиксированным отверстием закреплены вместе, так что его можно вращать вместе с диском с фиксированным отверстием. Каждая продольная арматура хранится в отдельном ящике для хранения, которая отделена металлическим стержнем с полиуретановым роликом на конце.

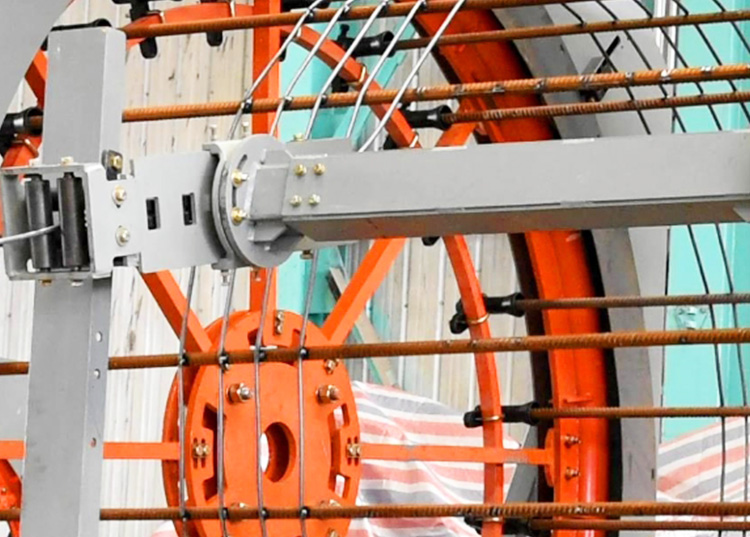
Устройство применяет метод вертикального вращения и отдачи. Устройство подходит для арматуры в бухтах методом вращения и намотки.

Устройство в основном состоит из горизонтальных роликов и вертикальных роликов, и его основная функция заключается в выпрямлении сырья и транспортировке их для намотки. Для арматуры в бухтах диаметром 19 мм требуемое натяжение относительно велико, что может легко вызвать деформацию стального каркаса;

Нижняя рама для армирования состоит из 3 комплектов арматурных рам без роликов, 2 комплектов арматурных рам с роликами, соединительных валов и оснований для армирования.

Фиксирующий диск оснащен специальной сварочной формой, которая вращается синхронно с мобильным диском. После установки диаметра обрабатываемого каркаса проводится закрепление стальной втулки на фиксирующем диске. Продольные арматуры подаются в станок из рамы для армирования и арматуры проходят через стальную втулку. Фиксирующий диск и позиционированные матрицы нуждаются в замене, чтобы удовлетворить потребности стальных каркасов различного диаметра.

Мобильный диск и фиксирующий диск оснащены соответствующими позиционированными матрицами, а зажимы на нем используются для фиксации продольных арматур. Перемещая мобильный диск вперед и наматывая спиральные арматуры вокруг продольных арматур, он окончательно превращается в стальной каркас. Расположенный сбоку станка, он используется для поддержки арматуры в бухтах спирального хомута. Установлен направляющий механизм с 7 роликами. Его функция заключается в том, чтобы направлять в процессе отдачи и играть роль натяжения при намотке армутуры.