


Техническая документация на стан для сборки и прихватки двутавровых балок типа SJL-1800

Станок предназначен для сборки тавровых и двутавровых балок, посредством прихваток дуговой сваркой в среде углекислого газа. Сварная двутавровая балка собирается из полос металла. Сборка двутавровой балки выполняется в вертикальном положении отдельно для каждой из полок методом прокатки через заранее настроенные направляющие валки и выполнения «прихваток» в автоматическом режиме. Станок позволяет собирать тавровые, двутавровые равнополочные и не равнополочные симметричные балки, а также балки переменного сечения с углом наклона полки до 15 градусов. Все управление процессом сборки, кроме установки полос, кантования и снятия заготовок происходит с пульта управления. Сварка производится полуавтоматическими сварочными аппаратами в среде углекислого газа. Длина «прихватки» и расстояние между ними задаются оператором и могут быть изменены для различных типоразмеров балки. Станок для сборки двутавровой балки - это современное, высокотехнологическое и автоматизированное оборудование. Его уникальность заключается в простоте управления и высокой производительности. Станок позволяет производить операции сборки балки с необходимой точностью позиционирования, особое внимание уделяется симметрии расположения и взаимной перпендикулярности полки и стенки. Особенностью данного оборудования является то, что изготавливаемая балка может быть как равнополочной, так и изготавливаться с полками различной ширины, но в любом случае балка будет симметричная.
| Параметр | Значение | |
| Стенка балки | Высота, мм | 200~1500 |
| Длина, мм | 4000~15000 | |
| Толщина, мм | 6~32 | |
| Полка балки | Ширина, мм | 200~800 |
| Длина, мм | 4000~15000 | |
| Толщина, мм | 6~40 | |
| Сварочное оборудование |
Модель | 2 комплекта для механизированной сварки в среде углекислого газа производства PANASONIC (Япония), модель YD-500KR2 |
| Потребляемая мощность, кВт |
50×2 | |
| Входной конвейер, мм | 2600×4 (один приводной) | |
| Выходной конвейер, мм | 2600×4 (один приводной) | |
| Программируемый логический контроллер |
MITSUBISHI MELSEC FX1N (Япония) | |
| Инвертор | TVERTER (Тайвань) | |
| Гидравлическая станция | HAIMEN (КНР) | |
| Гидравлика | AIRTAC (Тайвань) | |
| Линейная скорость сборки, м/мин | 0.5~6.0 | |
| Потребляемая мощность, кВт | 14.5 (без учета сварочного оборудования) | |
| Электропитание | 3-фазное, переменный ток, 380В, 50Гц | |
| Габаритные размеры, (Д×Ш×В), мм | 2245×3360×4835 | |
| Вес станка, кг | 12000 | |
| Длина с учетом рольгангов, мм | 32000 | |
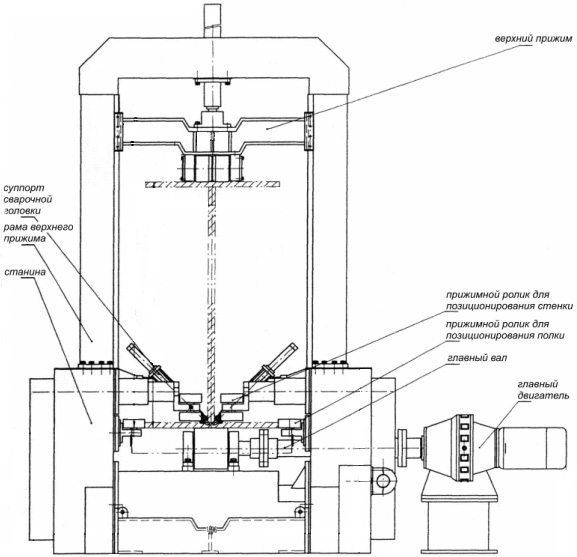
Общий вид станка для сборки двутавровой балки.
Станок для сборки двутавровой балки специально разработан и изготовлен для комплексной работы в линии. Необходимо обозначить, что листовой прокат для сборки двутавровой балки должен быть прямым, не погнутым. В случае если листовой прокат становится неровным в результате резки или имеет очевидный изгиб, он должен сначала быть выпрямлен с помощью листоправильного станка, а уже после этого должна производиться сборка.



