



Единственный отечественный производитель полного механического и электрического проектирования и производства оборудования для сварки оребренных труб...
В новейшем "оборудовании для высокочастотной сварки оребренных труб" компании были проведены следующие технические обновления на основе производства оригинального оборудования.
1. Единственный отечественный производитель полного механического и электрического проектирования и производства оборудования для сварки оребренных труб, который может предоставить более комплексные сервисы технической поддержки.
2. Первый производитель оборудования в Китае, который использует твердотельный высокочастотный источник питания для сварки спиральных оребренных труб. Внедрение твердотельного источника питания высокой частоты не только решает проблему низкой выходной мощности электронной высокочастотной трубки и легкого повреждения компонентов при работе в условиях высокого напряжения, но также обеспечивает качество сварки и эффективность сварки. По сравнению с электронной трубки высокой частоты может также сэкономить электроэнергию в пределах от 20% до 30%.
3. Комбинация высокоточной двойной V-образной линейной направляющей тайваньского производства + высокоточного линейного ползуна используется для замены ролика тележки навивки с электроприводом оригинального оборудования + формы перемещения направляющей, так что она преобразуется в форму скользящего перемещения, что значительно повышает стабильность процесса намотки оребренной трубы.
4. Применение программируемого режима управления ПЛК и встроенного энкодера с замкнутым контуром обратной связи позволяет повысить точность обработки оребренных труб.
5. Функция сегментной сварки: может реализовать функции егментной сварки на равном расстоянии и произвольной сегментной сварки на неравном расстоянии.
6. В процессе производственной эксплуатации было изменено явление, при котором первоначальная заданная скорость не может быть изменена. В зависимости от удлинения стальной полосы или прямолинейности стальной трубы в процессе производства скорость может быть увеличена или уменьшена в любое время, а высокочастотное выходное напряжение может быть отрегулировано для изменения скорости сварки оребренной трубы.
7. Снятие оригинального внешнего кожуха с тележки навивки с электроприводом облегчает отвод тепла от двигателя и техническое обслуживание оборудования.
Сварочное контактное устройство на оборудовании для высокочастотной сварки (оребренных труб).
Цифровое устройство регулирования скорости и передачи специального станка для высокочастотной сварки оребренных труб.
Качество сварки: соответствует требованиям ZBG93010-89 (нефтехимия), NBT47030-2013 (котел).
Эффективность сварочной площадки более 90%.
Фотографии оборудования в рабочем состоянии
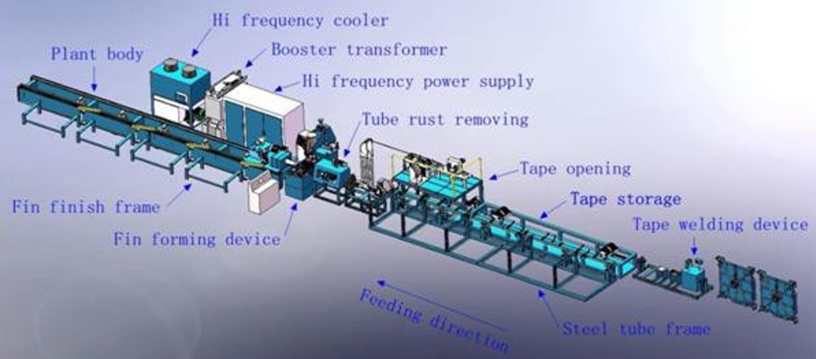
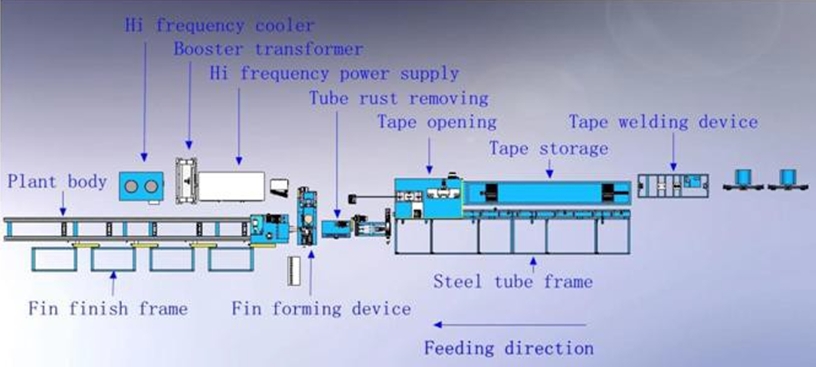
Схема всей высокочастотной сварочной линии для производства оребренных труб
Транспортировка готовой стальной полосы к устройству для хранения стальной полосы для обеспечения непрерывную сварку изделия из оребренной трубы.
“Аппарат для аргонодуговой автоматической сварки стальных полос”, разработанный и производимый нашей компанией, представляет собой сварочное оборудование, специально разработанное для высокочастотной сварки ребристых труб и высокочастотных прямошовной труб.
“Устройство хранения стальной ленты для оборудования высокочастотной сварки спиральных оребренных труб" специально разработано и изготовлено для “оборудования высокочастотной сварки спиральных оребренных труб, которое может обеспечить непрерывную подачу оребренной стальной ленты в процессе производства высокочастотной сварки оребренных труб, обеспечивая процесс сварки оребренных труб”. Это гарантирует, что процесс сварки оребренной трубы будет осуществляться без перерыва. Он устанавливается между аппаратом для аргонодуговой сварки стальной полосы и машиной для образования формы зубьев, скорость подачи ленты регулируется машиной для образования формы зубьев и соответствует основной скорости намотки, таким образом, достигается автоматическая подача ленты с постоянным натяжением.
“Машина для образования формы зубьев” специально разработана и изготовлена для “оборудования для высокочастотной сварки спиральных оребренных труб” и представляет собой специальное оборудование для производства спирально-зубчатой оребренной трубы. Она устанавливается между сварочной головкой оборудования для сварки спиральных оребренных труб и системой подачи стальной полоса, и используется для образования формы зубьев в режиме реального времени перед сваркой ребристой трубы. Скорость образования зубьев контролируется ПЛК, а для контроля и регулировки натяжения установлено устройство с плавающим роликом, которое автоматически соответствует скорости сварки и намотки основного оборудования без ручного вмешательства и обладает высокой степенью автоматизации. При оснащении устройством для хранения стальной полоса можно добиться бесперебойного производства оребренных труб.

Он используется для хранения стальной трубы для сварки ребристых труб, и в соответствии с производственными потребностями стальная труба транспортируется со стеллажа для хранения стальных труб к опору для стальных труб через устройство автоматической загрузки стальных труб, это действие завершается цилиндром, который можно регулировать в зависимости от диаметра стальной трубы.
Работа этого устройства выполняется в два этапа: первым этапом является полировка первой половины стальной трубы, подаваемой автоматическим устройством подачи труб, а затем полировальный станок приостанавливает работу. Когда оребренная труба вручную подготавливается к сварке, приводимая в движение тяговой тележкой с электроприводом, полировальный станок продолжает работу по полировке стальной трубы до тех пор, пока не будет завершена сварка всей стальной трубы.
1. Сварочная головка для сварки оребренных труб:
Головная часть оборудования для сварки оребренных труб использует гидравлическое управление для стабильной работы. Отжимное ленточное колесо и стабилизирующий отжимной валик стальной трубы действуют одновременно во время сварки, обеспечивая хорошую управляемость.
Применяется твердотельный высокочастотный источник питания раздельного типа: шкаф выпрямительного регулятора напряжения (в целях безопасности трансформатор главной цепи встроен), шкаф инвертора для сварки ребра.

2. Станина основной машины (Plant body)
Станина основной машины нового типа сварен из двутавровой стали национального стандарта и обработана методом общего старения. Станина оснащена двойной V-образной линейной направляющей Taiwan HIWIN, а скользящее движение тележки с электроприводом устраняет нестабильность подвижной тележки при высокоскоростном производстве.
3. Автоматическое опорное устройство для оребренной трубы
Пневматическое управление позволяет регулировать высоту подъема в соответствии со спецификацией оребренной трубы для обеспечения стабильности оребренной трубы в процессе высокоскоростной сварки.
4. Устройство для формирования ребристых труб (тележка с электроприводом)
Применяется привод двигателя с двойным преобразованием частоты, стабильная работа, высокая точность управления; независимое производство интеллектуальной собственности, (ZL200620112412.5), простая структура, может автоматически загружать стальную трубу и может реализовать функцию автоматической разгрузки оребренной трубы, уменьшить количество операторов.
5. Автоматическое устройство разгрузки оребренных труб
Передача обработанных оребренных труб на стеллаж для хранения оребренных труб с помощью пневматически управляемого разгрузочного устройства.
6. Стеллаж для хранения оребренных труб (Fin finish frame)
Хранение обработанных готовых изделий из оребренных труб для централизованной упаковки и транспортировки.
1. Высокочастотный сварочный источник питания (Hi frequency power supply).
Оснащен новым типом энергосберегающего твердотельного высокочастотного источника питания для сварки оребренных труб GGP300KW-H.
2. Шкаф программного управления: (Program Control Cabinet)
Система управления использует программируемый контроллер Siemens PLC в качестве основного блока управления и интерфейс "человек-машина" для достижения диалога "человек-машина". Ввод данных может быть установлен для диаметра трубы, скорости работы, шага сварки, сегментной длины сварки, сегментной длины без сварки, а также сегментной скорости вращения без сварки и скорости движения.
3. Пульт управления (Console)
Имеется главный пульт управления и вспомогательный пульт управления; они управляют работой главной машины и вспомогательной машины соответственно, и между этими двумя пультами существует функция взаимоблокировки.
Используется для охлаждения источников питания высокочастотной сварки. Благодаря этому воздухоохладителя не требуется градирня или охлаждающий бассейн, что экономит занимаемую площадь и не требует инвестиций в гражданское строительство. В качестве циркулирующей воды в охладителе используется чистая вода, что полностью решает проблему легкого образования накипи в системе электрического охлаждения. Благодаря этому высокочастотное оборудование может нормально использоваться в условиях высоких температур в летний период, эффективно защищая электронику и продлевая срок ее службы.

