
Более высокая эффективность сварки - в 2-30 раз выше, чем при традиционной дуговой сварке, с дополнительной роботизированной загрузкой и разгрузкой.
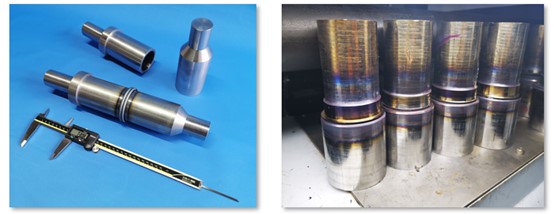
- цилиндрические сплошного сечения – диапазон диаметров от 20 до 62 мм включительно;
- цилиндрические трубчатого сечения – диапазон диаметров 40-90мм;
- длина заготовок до 250 мм включительно.
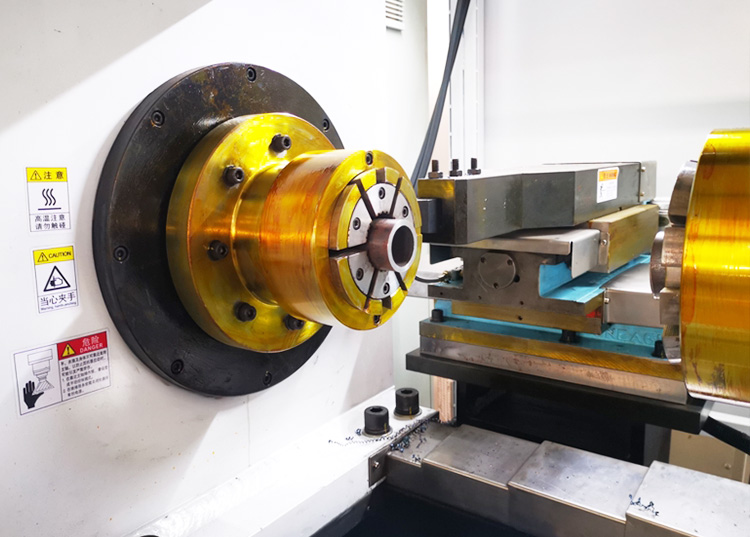
Непрерывный тип привода
Япония Toyowa Solutions
Цанговый патрон гидравлического типа
Автоматическое центрирование




